España está atravesando un periodo crítico en relación con la reserva hídrica para consumo. Esta situación, con implicaciones directas en la industria, obliga a plantearse una mejor gestión y optimización de las instalaciones existentes y de las inversiones en instalaciones nuevas, que contemplen esta crítica situación.
El problema del agua
El año hidrológico 2023 tuvo un carácter globalmente seco en el conjunto de España. Como consecuencia, el 14,6% del territorio nacional está en situación de emergencia por escasez de agua y el 27,4% en alerta.
La emergencia climática causa sequías cada vez más frecuentes e intensas y España está en una situación de mayor vulnerabilidad, en comparación con otros Estados miembros de la unión Europea, por su situación geográfica al sur de Europa.
Si bien, ha de considerarse un problema global y no solo de España.
El impacto es particularmente intenso en el área de Andalucía y Cataluña, donde recientemente han entrado en situación de Emergencia con importantes restricciones de uso para el consumo.
Estamos en una situación en que la demanda de agua es mayor año a año. No parece que los consumos, sobre todo a nivel industrial, se vayan a reducir en el futuro. Más bien al contrario, las necesidades de la industria por la creciente demanda, se incrementan paulatinamente.
Ante esta situación, de contexto y futuro claramente negativo por la falta de agua, es evidente que se impone adoptar en todos los ámbitos, estrategias de sostenibilidad, eficiencia e innovación tecnológica y de uso de procesos, que optimicen el uso y consumo racional del agua.
El agua en la Industria farmacéutica y afines
El agua usada en la industria farmacéutica es la “utility” más usada como ingrediente en la elaboración y formulación de todo tipo de fármacos, así como su utilización para la limpieza de los equipos y sistemas utilizados para los distintos procesos de producción.

Las farmacopeas más importantes: USP, Ph. Eur. y JP, describen dos caracterizaciones fundamentales de tipos de agua: “Compendial Waters” y “Non_compendial Waters”.
Ejemplos de cada una de ellas serían:
- Compendial waters
- Agua Purificada
- Agua para Inyectables
- Agua para hemodiálisis
- Vapor puro
- Non-Compendial Waters
- Agua potable
- Agua descalcificada
- Agua osmotizada/desmineralizada
- Agua ultrafiltrada
Tecnologías de producción de agua de proceso en la Industria Farmacéutica
Es extensamente utilizado para la producción de agua purificada y cada vez más habitual para la producción de agua para inyectables, como parte fundamental de las instalaciones, la tecnología de membrana de ósmosis inversa y ultrafiltración posterior, en el caso del WFI.
La concepción del diseño de una planta de agua purificada considera tres etapas fundamentalmente:
- Pretratamiento: filtros, descalcificadores, dosificaciones….
- Equipo de ósmosis inversa (un paso o doble paso, en función de calidad de agua de entrada).
- Electrodesionización y unidad ultravioleta.
Los distintos proveedores diseñan sus equipos para que la eficiencia energética y los rechazos de agua en el proceso de producción, sean los mínimos posibles.

Si los equipos están bien diseñados, lo habitual es que el único rechazo en continuo que se produzca en un equipo de producción, aparte de los puntuales en el pretratamiento, sea el de la ósmosis inversa, ya que el de la electrodesionización se recupera a cabecera de planta.
Este rechazo habitualmente es del 25% del agua de entrada.
Quere esto decir que, de cada 100 litros que entran al equipo, 75 litros son de agua tratada y 25 litros irían directamente al rechazo.
Vemos un ejemplo para un equipo de una producción de 3.350 litros/hora en la ilustración 4.
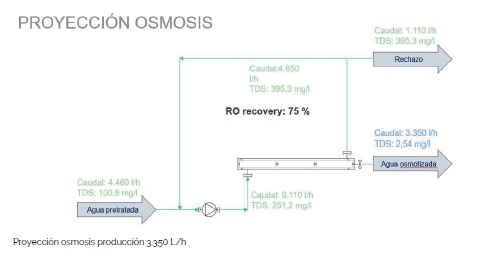
Para la producción de agua purificada, es necesario tirar agua de rechazo de la ósmosis al desagüe. Expliquemos por qué el agua de rechazo no se puede recuperar en su totalidad en el mismo equipo:
En condiciones normales, un agua de entrada con una conductividad de C microsiemens/cm, tendría un agua de rechazo con una concentración de 4 x C microsiemens/cm aproximadamente (cuatro veces más). Si todo o parte del caudal de agua de rechazo se enviase a cabecera, se incrementaría la nueva conductividad de entrada en base a la siguiente ecuación:
Conductividad mezcla =Conductividad entrada x Caudal entrada+4 x Conductividad entrada x % Caudal rechazo Caudal entrada+% Caudal rechazo
La recuperación de ese rechazo incrementaría la conductividad de entrada de forma continua a medida que pasa el tiempo, ya que la conductividad de entrada sería cada vez mayor y por tanto el rechazo tendría consecuentemente una mayor conductividad. Este hecho hace inviable el funcionamiento de la planta en un periodo breve de tiempo, por una alta conductividad de entrada, que no podría ser tratada por el equipo. Por ello, no se puede recuperar el 100% en producción para consumo.
Consumo del agua
El agua que se produce en la planta de agua, se consume en distintos puntos del laboratorio, repartidos en distintas salas. De ahí, que el agua producida se almacene en un depósito y se recircule en continuo por un lazo de distribución, tratando de conservar su calidad química y microbiológica.
Una vez este depósito está lleno, la planta de producción de agua purificada para tratar de consumir menos agua en este estado, puede:
- Parar y arrancar periódicamente (cada dos horas aproximadamente) para hacer un flushing de las membranas, para tratar de evitar problemas de contaminación microbiológica.
- Entrar en recirculación como “rechazo cero”, evitando paradas de la planta y posibles problemas de contaminación.
La opción 1, siendo viable, requiere un sistema que sea muy eficiente en su proceso de sanitización, para garantizar solución a un problema de contaminación (habitualmente extendidas plantas sanitizables con agua caliente).
Además, debe tener muy controlada la validación de las paradas y garantizar que el sistema no se contamina. La planta para durante un tiempo y funciona tirando agua durante los procesos de “flushing” (25% de agua de entrada se tira a rechazo en ese periodo).
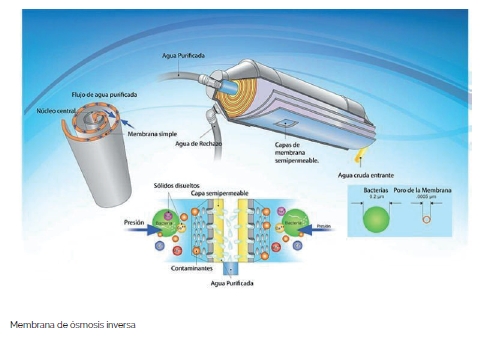
Hay que tener en cuenta que la superficie de membrana que se tiene en una instalación es muy importante. Vemos una imagen cómo es una membrana de ósmosis y cómo funciona internamente.
Nos centramos en la opción 2.
Rechazo cero en recirculación
Según comentado, cuando el depósito de acumulación está lleno, la planta recupera a cabecera el agua que se tira a rechazo, evitando de esta manera tener ninguna pérdida de agua en esta situación.
Para ello los equipos se diseñan de manera que el agua que se tira de forma habitual en el equipo de ósmosis inversa, pueda ser conducido a cabecera de la planta.
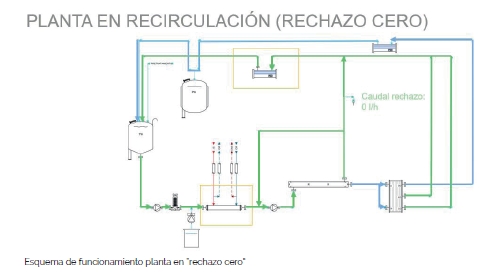
Es necesario para garantizar y evitar problemas de contaminación, por ello se incluye:
- La incorporación de un intercambiador de calor para controlar el calentamiento del agua en la recirculación del rechazo (no se introduce agua bruta para “refrescar”) y
- La incorporación de una unidad ultravioleta en la tubería de recirculación del rechazo a cabecera de planta, como barrera de control microbiológico.
Esto supone un ahorro importante de agua, ya que no se tira nada en las situaciones de no demanda de agua en los consumidores. En los turnos no operativos (por la noche) y durante los fines de semana normalmente.
Recuperación del rechazo de la planta en producción
Pero aún se puede hacer más. Se puede recuperar parte del agua de rechazo en continuo, con otra instalación que lo trate.
El gran reto y la mejora de la eficiencia de la recuperación del agua, obliga a realizar inversiones que estén encaminadas a recuperar el agua que se tira cuando la planta esté en producción, esto es, en la operativa de llenado del depósito de acumulación.
Mostramos un ejemplo de instalación, que se ha llevado a cabo en un cliente, que buscaba un doble objetivo:
- Incrementar su producción de agua debido a mayor necesidad de consumo en planta.
- Disminuir el vertido de agua de rechazo.
La instalación de tratamiento de agua purificada existente, consistía en un doble paso de ósmosis y una etapa de electrodesionización, para una producción total de 15.000 l/H.
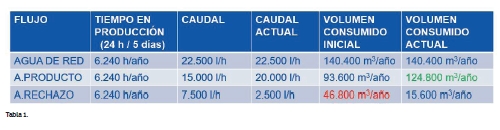
Para conseguir el doble objetivo buscado, se propuso reutilizar el rechazo de la etapa de ósmosis aproximadamente 7.500 l/h y hacerlo pasar por un equipo de ósmosis industrial, almacenar el agua producto en un depósito donde el agua era clorada para garantizar la ausencia de contaminación y, de ahí, alimentar un equipo de producción de agua purificada para una producción de 5.000 l/h a sumar a los 15.000 l/h disponibles. Vemos en las ilustraciones 7 y 8 diagrama conceptual de la instalación llevada a cabo.

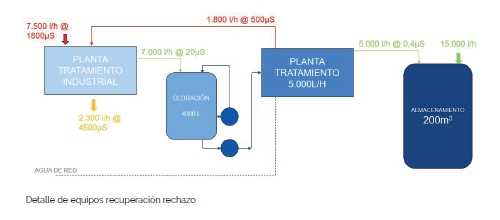
De esta forma los resultados han sido los buscados, aumentando en un 33% la capacidad de producción de la instalación en su conjunto y siendo capaces de ahorrar un 67% del agua que anteriormente se tiraba a desagüe. Lo podemos ver en la siguiente tabla:
Conclusiones
Existen ya tecnologías y capacidades técnicas para poder utilizar parte del agua que actualmente se conduce directamente a desagüe en las instalaciones de producción de agua purificada.
Es importante que la utilización de otro tipo de aguas, como aguas regeneradas, puedan entrar a formar parte de la cadena de producción, para ser utilizadas en otros consumos de planta, ya que existen también tecnologías fiables que permiten su uso.
La tecnología, la innovación, las inversión y ayudas económicas, junto con la legislación, juegan un papel muy importante para poder avanzar en soluciones sostenibles y que mejoren el aprovechamiento del agua.
De igual manera, la educación y la concienciación de todos, a todos los niveles ya sea en el ámbito personal, de la agricultura, de la ganadería o industrial, unido a políticas e inversiones estatales que ayuden a afrontar el problema, permitirán un enfoque más sostenible en la gestión del agua y garantizar una mejor herencia al mundo que habitamos.
Referencias
- Informe sobre la gestión de la Sequía en 2023 del MITECO
- ISPE_2023_Baseline Guide Volume 4 Water and Steam Systems (Third Edition)
Descarga sugerida:
Artículo escrito por:
Juan Antonio de la Cuerda
Director de Estrategia
,Afarvi Sistemas
