En la fabricación, el control de calidad suele verse como un juego de números: cuantas más inspecciones se realicen, mejores serán los resultados. Pero, en realidad, inspeccionar más no siempre significa mejor calidad.
Un plan de muestreo mal diseñado puede generar costes innecesarios, ralentizar la producción e incluso crear puntos ciegos donde los defectos reales pasan desapercibidos. Las empresas que siguen dependiendo de rutinas de inspección obsoletas pueden quedarse atrapadas en un ciclo interminable de ineficiencia, desperdiciando recursos valiosos en controles que apenas contribuyen a mejorar la calidad del producto.
Un problema común en muchos entornos de producción es la sobreinspección. Muchas empresas siguen revisando los mismos atributos del producto una y otra vez, incluso cuando los datos históricos muestran que la tasa de defectos es mínima o inexistente. Los operarios dedican horas a realizar inspecciones que no aportan valor, pero estos controles se mantienen simplemente porque “siempre se ha hecho así”. Con el tiempo, estas inspecciones redundantes no solo generan cuellos de botella, sino que también contribuyen a la fatiga del trabajador, lo que aumenta la probabilidad de pasar por alto errores críticos. Cuando las inspecciones se vuelven rutinarias y repetitivas, las personas dejan de cuestionar su necesidad, y es entonces cuando el control de calidad se convierte en un ejercicio mecánico en lugar de una salvaguarda significativa.
Por otro lado, la falta de inspección presenta un riesgo distinto. Algunos defectos ocurren con poca frecuencia, pero cuando lo hacen, pueden tener consecuencias graves. Un sellado adhesivo débil en un envase estéril, una grieta no detectada en un componente crítico o una contaminación en un producto farmacéutico: estos son fallos que pueden no ocurrir con frecuencia, pero que, cuando suceden, pueden provocar retiradas de productos, riesgos para la seguridad y dañar la reputación de la empresa. Las compañías que no revisan regularmente sus planes de inspección pueden verse sorprendidas por defectos que nunca se tuvieron en cuenta adecuadamente. Que un problema sea poco frecuente no significa que no sea importante.
La clave para resolver estos problemas está en optimizar los planes de muestreo: un enfoque estratégico que concentra las inspecciones donde realmente son necesarias. En lugar de optar por controles excesivos o insuficientes por defecto, los fabricantes deben basarse en datos, evaluación de riesgos y conocimiento del proceso para diseñar estrategias de inspección más inteligentes. El objetivo no es eliminar las inspecciones, sino asegurarse de que se aplican donde aportan más valor.
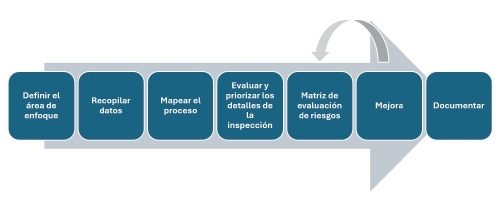
El primer paso para construir un mejor plan de muestreo es comprender el proceso actual. Esto implica dar un paso atrás y cuestionar el marco de control de calidad existente. ¿Se realizan ciertas inspecciones simplemente por costumbre? ¿Hay controles que detectan defectos de forma constante, y otros que rara vez lo hacen? ¿Han mejorado los métodos de producción hasta el punto de que algunas inspecciones ya no son necesarias? Una revisión exhaustiva de los datos históricos de defectos, las reclamaciones de clientes y los indicadores de rendimiento del proceso puede aportar información clave sobre qué está funcionando y qué no.
Una vez recopilados los datos, el siguiente paso es trazar los puntos de inspección a lo largo del proceso de producción. Una representación visual de dónde, cuándo y cómo se realizan las inspecciones puede revelar ineficiencias que no son evidentes a simple vista. En muchos casos, las empresas descubren que están inspeccionando el mismo atributo varias veces en diferentes etapas, lo que implica una pérdida de tiempo y esfuerzo. Otras veces, se dan cuenta de que no están inspeccionando en el punto más eficaz del proceso, permitiendo que los defectos pasen desapercibidos.
Con una comprensión clara del proceso, el siguiente paso es priorizar las inspecciones en función del riesgo. No todos los defectos tienen el mismo nivel de gravedad, ni todos deben revisarse con la misma frecuencia. Un plan de muestreo bien optimizado debe clasificar las inspecciones considerando tres factores clave: gravedad, frecuencia y capacidad de detección. El objetivo es alinear los esfuerzos de inspección con los riesgos reales, en lugar de basarse en frecuencias arbitrarias o heredadas.
La evaluación de riesgos sigue una estructura que permite entender con mayor profundidad la relación entre el proceso, los defectos y los controles. En primer lugar, se analiza la gravedad del defecto: ¿qué espera el cliente y qué impacto tendría ese defecto en el uso final del producto? Esta etapa implica identificar cada atributo crítico de calidad (CQA), comprender los requisitos del cliente y determinar la severidad potencial de los fallos. A continuación, se examina la frecuencia con la que pueden aparecer esos defectos. Esto requiere comprender el equipo y el proceso, identificar los pasos que pueden generar el defecto, las posibles causas de fallo, así como el tipo de defecto involucrado—ya sea repentino, progresivo o intermitente—y su tasa de ocurrencia estimada. Por último, se evalúa la capacidad de detección. Se revisan los métodos de inspección actuales, el nivel de eficacia de los controles existentes y los riesgos asociados tanto para el productor como para el cliente. También se analizan indicadores clave como reclamaciones, acciones correctivas y datos de calidad histórica, lo que permite detectar oportunidades de mejora.
Es fundamental comprender que no todos los métodos de inspección son adecuados para todos los tipos de defectos. Por ejemplo, un plan de muestreo no resulta eficaz frente a defectos intermitentes, pero sí puede ser útil para defectos que aparecen de forma progresiva o repentina. De igual manera, una inspección por atributos puede funcionar bien para defectos repentinos, pero resulta poco eficaz ante defectos que evolucionan gradualmente con el tiempo. Este análisis permite adaptar los controles a la naturaleza real del riesgo, logrando así un sistema de inspección más preciso, eficiente y alineado con las necesidades del proceso.
A partir de ahí, se pueden hacer ajustes en las frecuencias de muestreo, los métodos de inspección y las estrategias de control. Algunas inspecciones deberán intensificarse si son esenciales para detectar defectos importantes. Otras pueden reducirse o eliminarse si las mejoras en el proceso las han vuelto innecesarias. En ciertos casos, la automatización de las inspecciones puede mejorar la precisión y la eficiencia, liberando a los operadores humanos para que se concentren en tareas de control de calidad más complejas.
Sin embargo, ningún plan de muestreo debe considerarse definitivo. La revisión y mejora continua son esenciales para mantener un sistema de control de calidad eficaz. A medida que los procesos evolucionan, cambian los materiales y surgen nuevos riesgos, las estrategias de inspección deben ser revisadas y adaptadas. Auditorías periódicas y evaluaciones de rendimiento ayudan a garantizar que los planes de muestreo sigan alineados con la realidad actual de la producción. Cuando las tasas de defectos disminuyen debido a mejoras en el proceso, las frecuencias de inspección pueden reducirse. Cuando aparecen nuevos modos de fallo, los esfuerzos de inspección deben ajustarse para tenerlos en cuenta. Un enfoque dinámico del control de calidad garantiza que los fabricantes se mantengan proactivos en lugar de reactivos.
En definitiva, optimizar un plan de muestreo no consiste en reducir el control de calidad, sino en hacerlo más inteligente. Las inspecciones de calidad deben ser una herramienta de precisión, no un instrumento torpe. En lugar de tratar todos los defectos y todas las inspecciones por igual, las empresas deben adoptar un enfoque dirigido y basado en riesgos que garantice el uso eficiente de los recursos sin comprometer los estándares más altos posibles.
El mejor control de calidad no consiste en revisarlo todo, sino en saber qué revisar, cuándo y cómo revisarlo y por qué es importante.
Descarga sugerida:
Artículo escrito por:
Andres Gola Isasi
Regulatory Affairs Certified (RAC), Senior Consultant
,PBSV (PharmaBioServ)